气液增压压装机经销商(查看)_气液压铆机价格
 2018-12-19 23:45:08
2018-12-19 23:45:08
玖容四柱型台式气液增压机:作动方式:双动;作动条件:4~7kg/cm2压缩空气;液压抗磨油:VG68#抗磨液压油;工作温度:0~60℃;电源:220V;气缸耐压:12kg/cm2;行程公差:+0.20
玖容四柱型台式气液增压机:作动方式:双动;作动条件:4~7kg/cm2压缩空气;液压抗磨油:VG68#抗磨液压油;工作温度:0~60℃;电源:220V;气缸耐压:12kg/ cm2;行程公差:+0.20mm 0.00mm;运行速度:30—100次/min;控制方式:电控、气控、手控、脚控;产品特点:以压缩空气为动少源气液增压压装机,操作维护简单气液压铆机,电力消耗低,无噪声,多功能产品,如遇特殊工作场合,预压及增压出力均可调整,整体结构坚固、稳定、上下料方便,能实现效益效率双收效果,可接受特殊规格订制。

有朋友问玖容品牌:气液增压机下压不到位怎么解决?是什么原因引起的?一般气液增压机下压不到位是增压缸的行程不够引起。
下方是玖容品牌对气液增压机下压不到位怎么解决作的解决方案说明:
大家都知道气液增压机是采用气液增压缸为主要输出核心,气液增压机下压不到位是增压缸出现了问题气液压铆机厂家,主要的还是增压缸行程不够的原因所引起的,所以,在增压缸产品订购选型的时候,大家一定要给准确的行程要求,不然订购出来的产品可能就无法满足加工要求,出现气液增压缸下压不到位这种情况。
气液增压机下压不到位解决办法有:看增压缸是否是可调型的,如果是可调型的增压缸,对行程进行调整或者重调整机台高度。如你的增压缸不是可调型的,那只能重新订购准确行程的增压缸了气液压铆机价格。
以上内容就是玖容对气液增压机下压不到位怎么解决作的说明,仅供参考,包括但不于,如想了解更多的气液增压机资讯欢迎前来玖容网站点击了解。

气液增压机的作动产品是增压缸,在气液增压机冲压的的快进行程,增压缸前部的气缸驱动上模具快速小力接触工件,其接触力小,实现了气液增压机的'软到位'。
1、气液增压机的'软到位'提高了气液增压机冲压加工质量,解决了传统冲压设备无法解决的加工难题。
2、气液增压机的'软到位'保护了气液增压机冲压模具,降低了气液增压机冲压模具的设计制造难度,延长了模具的寿命。

气液增压机又称气液增压压力机,采用气液增压技术来实现冲孔、铆接铆合、打印、冲孔、压入、印字、折弯、切断等目的。玖容气液增压机选型步骤分别如下:
首先,确定需要多大吨位、行程(预压和增压行程)及是半弓型还是四柱型还是四柱三板型的。
其次,确定工作台面积、装模高度及配件需求。
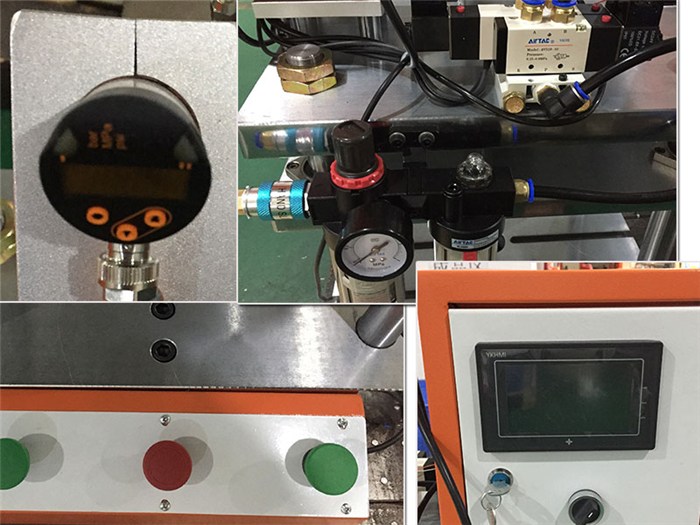
再次,需要何种控制要求,以JRI四柱型气液增压机为例,标准的控制系统为PLC+触摸屏,包括电磁阀、两联件、气管接头;功能有点动、手动、半自动及全自动。如控制要求比较高建议选用气控的。

1、气液增压缸型号为:JRA-63-100-10L-3T,总行程高度100mm(含增压行程10mm),油缸内径63mm;
2、电源AC220V,50HZ;
3、开模状态时导柱内空尺寸为L350*W240*H250;
4、外形尺寸约为:L550*W603*H1052(含电控箱);
5、模具安装方式:上模安装于上模固定板的T型槽上(使用螺母螺栓连接),下模安装同样为使用T型槽螺栓连接固定在地板上;
6、输出压力:当气源压力为0.6Mpa时,理论预压出力为180kg,理论增压出力为3690kg,理论回程拉力为129kg;所有气口在右侧面,均为ZG3/8",油位计和油压传感器在左侧;
7、电控箱使用常规PLC自动化编程控制箱,带油压传感器;
8、控制方式:前端配置有操作按钮盒,附带双手启动按钮2个,1急停按钮。